新浪微博
新浪微博 腾讯微博
腾讯微博
斜铁安装
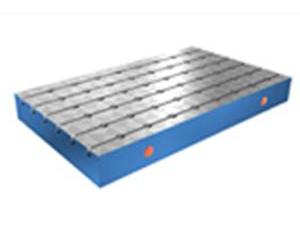
垫铁之贴塑导轨,贴塑导轨是采用粘接剂将聚四氟乙烯导轨软带粘接在导轨面上,使得传统导轨的摩擦形式变为铸铁-塑料摩擦副。聚四氟乙烯导轨软带的特点有: ⑴耐磨性好 其动静摩擦系数基本接近,而且摩擦因素很低,能防止低速爬行使运动平稳。由于聚四氟乙烯塑料导轨软带材料中,本身具有润滑作用,对润滑的供油量要求不高,采用间歇供油即可。 ⑵减振性能好 塑料的阻尼性能好,其减振消声性能对提高摩擦副的相对运动速度有很大的意义.高进给速度可达15m/min. ⑶工艺性能好 可降低对粘贴塑料的金属基体的硬度和表面的要求,而且塑料易加工(铣﹑刨﹑磨﹑刮)以获得良好的导轨表面。坏了的话,重新贴就可以了,粘结完后,还要铲刮,以达到相应的精度。 自己贴行到是行,就是不知道你们技术过不过关。粘贴工艺:准备:粘接场地需清洁无尘,环境温度以10~40℃为宜,相对湿度<75。软带采用单面萘钠处理,深褐色一面为粘接面,蓝绿色一面为工作面。用剩的软带和专用胶需防潮、避光保存。为提高粘接强度,金属导轨粘接面表面粗糙度宜取Ra12.5~25μm(光洁度3~4);相配导轨应略宽于软带导轨,其表面粗糙度宜取Ra0.8~1.6μm(光洁度7~8)。 裁剪:软带裁剪尺寸可按金属导轨粘接面的实际尺寸适当放一些余量,宽度单边可放2~4mm,以防粘贴时滑移;长度单边可放20~60mm,便于粘贴时两端拉紧。 清洗:粘接前需对金属导轨粘接面除锈去油,可先用砂布、砂纸或钢丝刷清除锈斑杂质,然后再用丙酮擦洗干净、晾干;若旧机床油污严重,可先用NaOH碱液洗刷,然后再用丙酮擦洗;有条件的话,也可对金属导轨粘接面作喷沙处理。同时用丙酮擦洗软带的深褐色粘接面,晾干备用。 配胶:专用胶须随配随用,按A组份/B组份=1/1的重量比称量混合,搅拌均匀后即可涂胶(详见瓶贴说明)。 涂胶:可用"带齿刮板"或1mm厚的胶木片进行涂胶。专用胶可纵向涂布于金属导轨上,横向涂布于软带上,涂布应均匀,胶层不宜过薄或太厚,用胶量一般可控制在700g/m²左右,胶层厚度宜控制在0.08~0.12mm之间。 粘贴:软带刚粘贴在金属导轨上时需前后左右蠕动一下,使其接触;用手或器具从软带长度向两边挤压,以赶走气泡;对大中型机床,可用BOPP封箱带粘贴定位。 固化:固化在室温下进行,固化时间:24小时,固化压力:0.06~0.1MPa,加压均匀,可利用机床工作台自身的重量反转压在床身导轨上,必要时再加重物。产品上批量使用,也可定制压铁做配压件。为避免挤出的余胶粘住床身导轨,可预先在床身导轨面上铺一层油封纸或涂一层机油。 加工:固化后应先将工作台沿导轨方向推动一下,然后再抬起翻转,清除余胶,并沿着金属导轨粘接面方向切去软带的工艺余量并倒角。软带具良好的刮削性能,可研磨、铣削或手工刮研至精度要求,机加工时泛流冷却液充分冷却,且进刀量要小;配刮则可按通常刮研工艺进行,接触面均匀达70即可。如果你们加工的产品精度要求不高,或是用于粗加工,自己贴应该是没什么问题的,我们厂镗轴孔(装曲轴的)、镗缸孔(活塞缸)的专机滑台导轨坏了还不是自己贴的,照样用的蛮好的。这上面的说的是精度高的加工工艺。所以你们自己贴应该是没什么问题的。
我公司生产的斜铁上乘,欢迎广大客户垂询订购!